1. Select critical-to-quality (CTQ) product characteristics
For example, if the metal hardness is lower than expected on a screwdriver, that product might not be able to perform its intended task. Hardness is a CTQ characteristic.
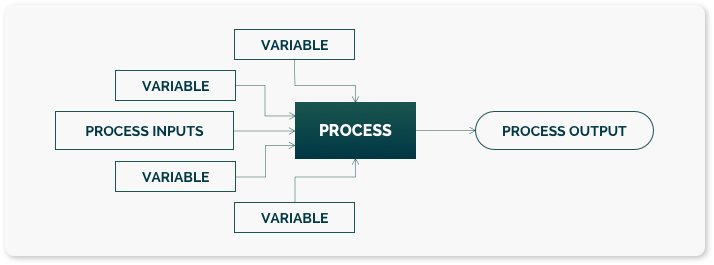
Based on this, you might conclude that the viscosity of the glue and the ambient humidity are two variables that need controlling.
But how can you get that information? It often comes from engineers, chemists, physicians, etc. but it can also come from operators who have been working on that process for some time and may have noticed some cause-and-effect relationships.
For more information on this step, ‘Reducing Production Costs’ by Don Wheeler is an excellent resource.
Now that you have made variations visible, the next step is to find ways to reduce it. If you use statistical process control charts, ideally it looks somewhat like this:
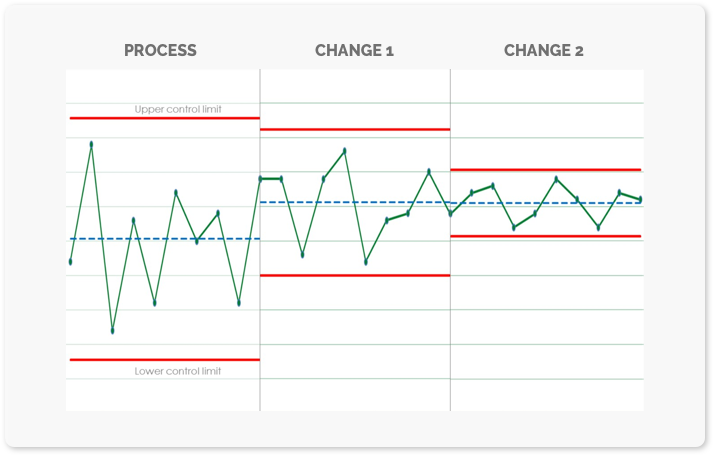
As long as the Cpk index is within the control limits, engineers and production leaders are encouraged to test different approaches. A Cpk target of 1.0 is often attainable within a few weeks. 1.33 is more challenging. 1.66 is much, much harder!
If necessary, you can use another statistical technique called Design of Experiments (DoE) to help you get close to the optimal values for variables that impact your process output. But, be prepared – there are several available approaches here, and it can get relatively complex.
