
Over the years, we have helped numerous factories optimise their production facilities and improve their profitability.
One such consulting job we had was for a 500-employee manufacturer of aftermarket automotive parts, Hunter Automotives. Unfortunately, Hunter experienced many interconnected bottlenecks that prevented them from achieving optimal production capacity.
Identifying The Challenges
The China-based manufacturer had several challenges to meet the production demands of their US vendors. For the orders they were able to produce, they only managed to deliver 39% on time. Not only that, their customer return and complaint rate, a good indication of quality, was five times the industry average.
Before we could get started on fixing these issues, we need to understand what was causing them. After a walkthrough of the production facility, the following challenges were identified:
1. Unorganized Factory Floor
We discovered that the factory was neither well organized nor clean and that the parts rusted, became dirty, and were misplaced during their time in between manufacturing procedures.
2. Unorganized Mix of Assembly Lines
The manufacturer used a disorganized combination of assembly lines and bench assembly stations (which, in Ford Motor Company's studies a century earlier, were proven to be 4 times slower than assembly lines).
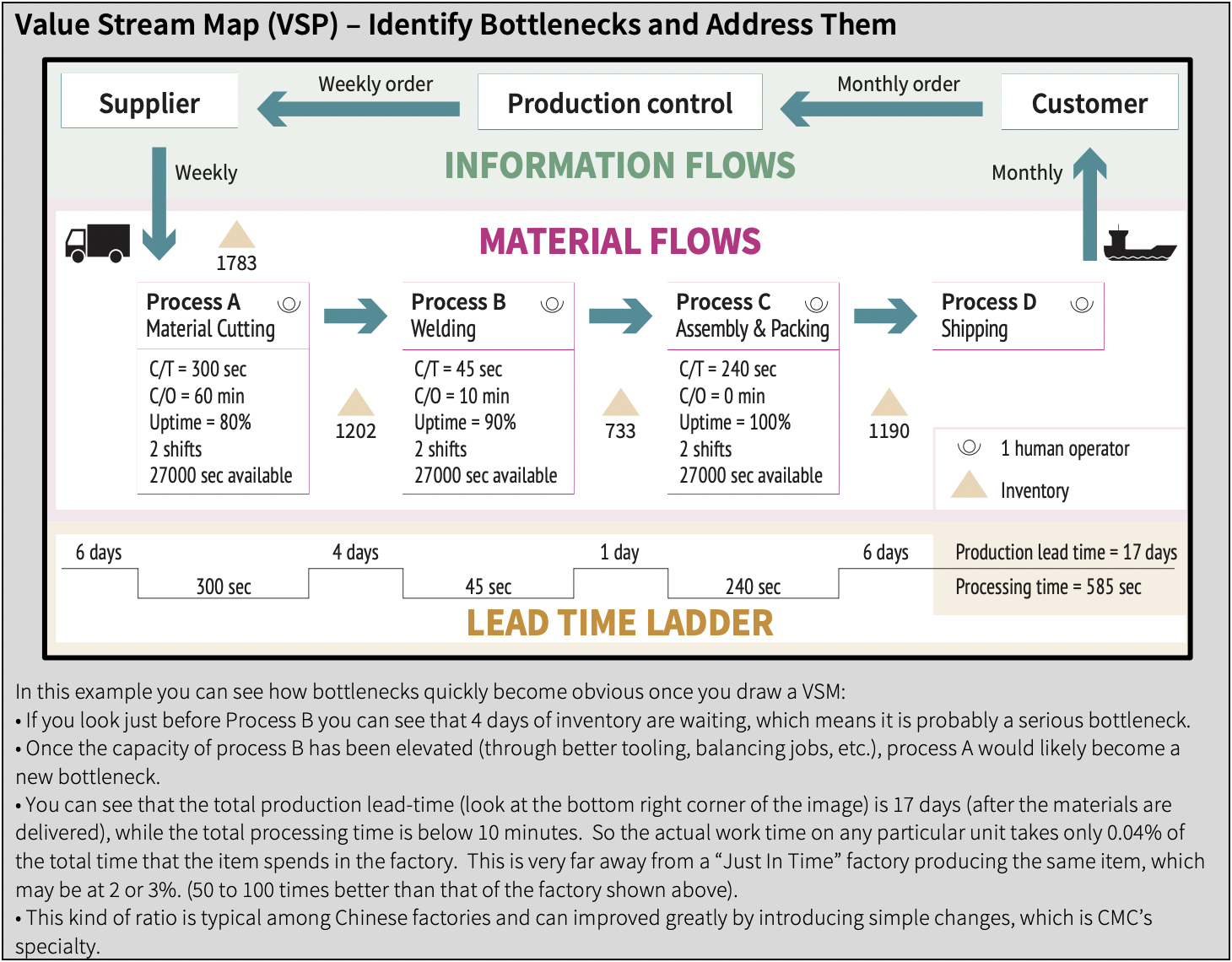
3. Bottlenecks
CMC’s senior consultants immediately identified apparent bottlenecks in the process, leading to costly large quantities of work-in-progress (WIP). To better identify the bottlenecks, we first got started with a value stream mapping exercise. With this, we discovered that while products spent 110 days in manufacturing processing, factory workers only operated on them for a total of 3 days.
4. Lack of Planning Rules
A lack of firm planning rules disrupts production, decreases efficiencies, and increases average lead time. Every time a customer “complained loudly”, he was brought to the “top of the list”, and his order was expedited. CMC understood that implementing the plant's planning guidelines right away would generate internal strife, so we did it only after production lead times had been considerably reduced and factory management had agreed to the modifications.
5. Production Planning
Hunter Automotive's purchasers and planners always looked for economies of scale, attempting to move huge batches through the processes, as we've seen in many Chinese factories. They were unaware that this mindset was driving up production expenses (e.g., transferring and storing huge batches) and delaying the manufacturing cycle.
6. Calibration and Maintenance
Even though the factory produced precision-machined metal parts, there was no plan for calibration or preventative maintenance. As a result, not only did frequent machine malfunctions have an impact on each workshop's capacity, but the parts themselves were frequently out of spec, making assembly slower and more complex.
In the second part of this mini-series, find out how we helped the factory address the problems identified.
Eager to learn in detail about how we helped Hunter Automotive? Read our complete case study.

